随着可持续发展战略在我国进一步推进,我国各行业在实际生产过程中更加重视节能减排与环境保护。在酒精生产领域,酒精生产的各个环节都会产生许多浓度较高的酒精废水,造成了极为严重的水污染。为了有效改善这一问题,我国酒精生产领域大力推广了UASB(厌氧)工艺、CASS(好氧)工艺以及MBR(深度处理)工艺以及絮凝沉淀相结合的方式,对生产酒精产生的高浓度废水进行深度处理。在处理酒精废水时会产生大量沼气,合理利用这些沼气进行发电,可以有效缓解环境污染问题,同时还能获得大量电能,创造巨大的社会效益与经济效益。本文主要从实际案例出发,对吉林某酒精生产单位用玉米生产食用酒精并对废水进行厌氧处理与沼气发电进行深入分析与研究。
一、案例概况
本文选取吉林某生产酒精的单位作为研究对象。该单位拥有一套先进的酒精生产加工设备,年均生产食用酒精量达到了20万吨,年均消耗玉米是60万吨,年均生产的高蛋白饲料达到了18万吨。在建厂之初,因为没有充分认识到废水处理的重要性,甚至没有污水处理这个概念,从而将生产酒精过程中产生的酒精槽液直接排到到厂外的河道里,导致河道遭受了严重的污染,进而影响了河道周边的空气质量以及地下水资源。面对日益恶化的水污染问题以及建设环境友好型社会的要求,该单位积极采用废水处理工艺对产生的大量废水进行处理,取得了很好的效果。
二、UASB+CASS+MBR废水处理工艺
该酒精生产单位在进行酒精生产时排放出大量酒精废水(水量详见表1)。
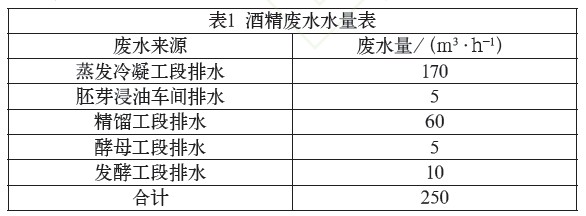
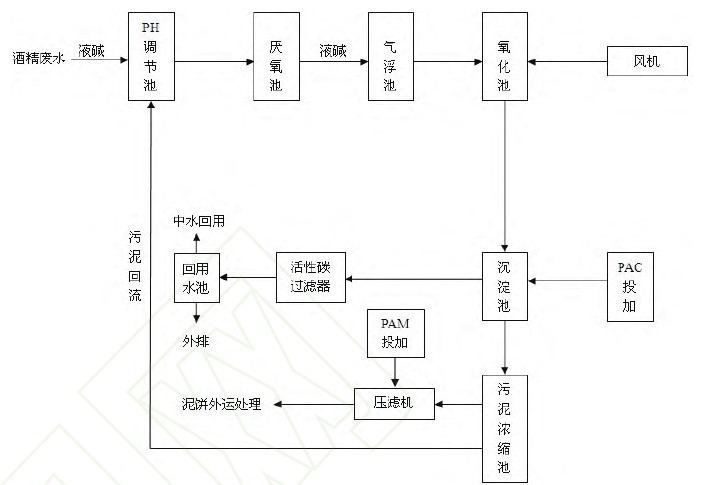
在生产酒精过程中,排出的酒精废水具有浓度高、悬浮物量大的特点,并具有较好的可生化性,同时还产生了大量沼气。综合考虑到废水的特点与沼气的利用价值,该单位采用了“UASB(厌氧)+CASS(好氧)+MBR(深度处理)”工艺(处理流程详见图1)进行废水处理。
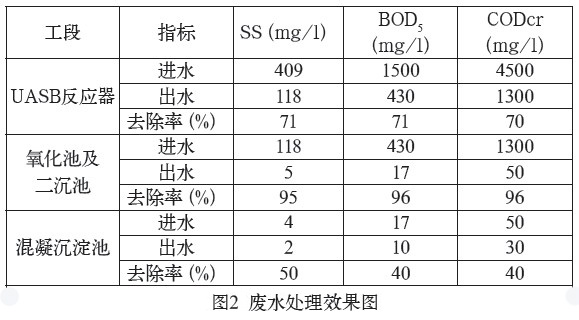
酒精废水在进入调节池(300立方米)的同时,加入来水量10%的污泥回流,同时加入一定量的液碱进行中和,PH值控制在10.5-10.8之间,用提升泵打入厌氧池(10000立方米)内进行厌氧发酵,水在池内停留时间30小时左右,然后从池内溢流堰流到气浮池(180立方米),同时根据厌氧出水PH值进行加碱调节,PH值控制在6.5-7.0之间,用泵打入氧化池(3300立方米x6)进行好氧消化降解有机物,同时用罗茨鼓风机对氧化池进行供氧,使微生物有充足的活性来消化有机物,在水进沉淀池(1200立方米)的同时加入一定量的PAC絮凝剂,进行充分搅拌反应沉淀后,上清液流出用增压泵打入活性炭过滤器中进行过滤,滤液进到回用水池(560立方米),供生产车间用水,多余部分通过溢流管流到总排口外排。另外,沉淀池里的污泥通过电动阀定时把沉淀的污泥排到污泥浓缩池中,一部分作污泥回流,用作给来水补充活性污泥,多余的污泥加入PAM絮凝剂用压滤机进行脱泥,泥饼积累一定量出售。通过厌氧微生物实际的效用将有机污染物进行分解,产生大量二氧化碳和甲烷。同时,根据USAB的工作原理,沼气被输入沼气净化系统,进入发电机发电。通过以上环节,基本能解决出水中的悬浮物问题,而继续进行深度处理,可以有效保证出水中遗漏的悬浮物以及各种有机污染物得以减少(废水处理效果详见图2)。经过废水处理工艺,各项指标都能达到国家相关污水排放的标准值。
三、利用沼气发电工艺研究
在废水处理环节中,沼气每天的总产出量近10000m3,经过一系列净化过程(流程详见图3),最终用来发电。
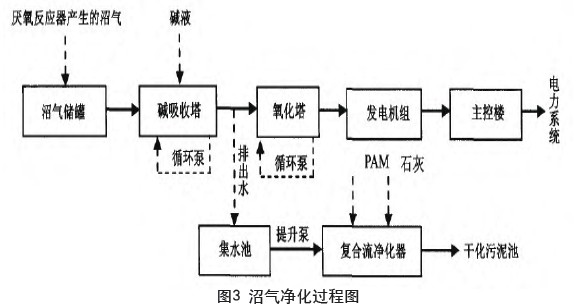
针对燃气发电机在运行过程中对沼气的杂质以及压力等的各项要求,对沼气进行净化,使沼气的各项指标达到标准。合格的沼气被利用到燃气发电机中进行发电,再将产生的电能传入供电系统中从而对其进行合理分配与利用。该单位平均每天的发电总量在20000kwh左右,为单位创造了较可观的经济效益。其发电机组在使用过程中的主要特点有:
1、利用伍德沃德电调系统。这种系统非常稳定,能快速做出反应,可以实现大功率调速,具有先进性的特点。
2、在机组燃烧过程中,能有效调节缸温,控制热负荷过高带来的不利影响,并能在爆燃现象发生时自动停机,保证机组的安全。同时,机组在利用调节缸温的技术时,还根据实际情况配备了配气系统,使二者在工作中实现稀薄燃烧,从而有效防止了热负荷异常升高,保证了机组的动力性以及安全可靠性。
3、在对机组缸温、浓度以及各项参数进行监测时,使用全电子式的控制与管理系统,能有效对各项数据进行收集管理,并在发生故障后自动报警,保障机组安全。同时,自动实现对混合器控制阀聚合口的大小进行调整,对沼气的浓度进行合理调度,使稀薄燃烧得以顺利进行,从而促进发电机不断提升其热效率,防止热负荷异常升高。
四、废水处理效益分析
本单位通过对酒精生产环节产生的废水进行处理,并对处理废水过程中产生的沼气进行发电,取得了显著成效,获得了可观的环境效益以及经济效益。通过采用UASB+CASS+MBR废水处理工艺,有效消减了本单位排放的废水量,在处理废水时产生的沼气属于低碳环保型燃烧,其在燃烧过程中排放的温室气体比其他常用的燃烧要低许多,符合构建和谐社会的要求。同时沼气发电为本单位创造了近300万的年收入额,按照这种态势发展,不到5年就可以回收所有工程的投资额,经济效益极为可观。
结束语
对于玉米发酵食用酒精时产生的废水,UASB+CASS+MBR废水处理工艺可以很好的实现废水处理,有效改善出水水质,减少对水资源的污染。同时,将沼气通过燃气发电机进行发电,有效减少了煤炭的使用量,实现了节能减排的环境效益。另外,沼气发电产生的电能带来了可观的收入,经济效益极为显著。
中国沼气网版权与免责声明:
①本网未注明"来源:中国沼气网"的文/图等稿件均为转载稿,本网转载出于传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。如其他媒体、网站或个人从本网下载使用,必须保留本网注明的"来源",并自负版权等法律责任。如对稿件内容有疑议,请及时与我们联系。
②如本网转载稿涉及版权等问题,请作者在两周内速来电或来函与中国沼气网联系。
③本文仅代表作者个人观点,与中国沼气网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。